1. Hotrunner
One of the main influences to a good / bad part is the gating system. Commonly there are cold runner or hot runners be used. We focus in a high level of detail in a very early beginning of the project to balance the gating system to have a uniform filling in all cavities.
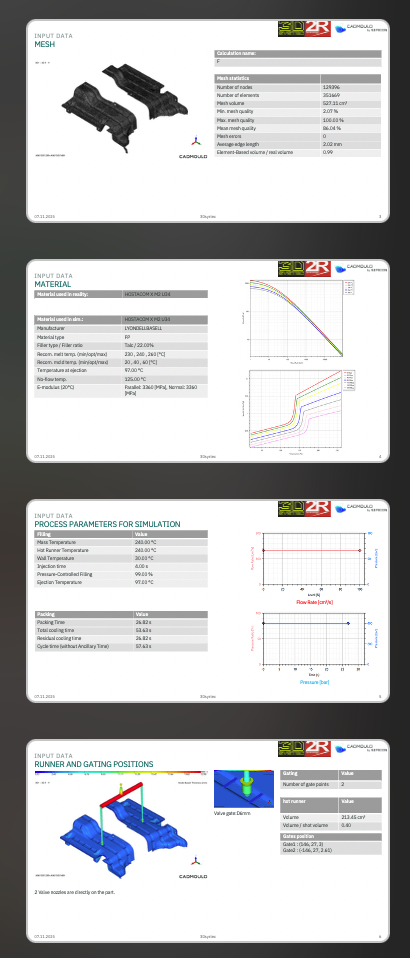
2. Filling
To get a first estimation what happens in the cavities we make a simple filling study. At this stage with no cooling implemented we get a larger understanding of the "problem" areas from your part.
3. Cooling Proposal
The possibility to create in our simulation software helps us to get a understanding which influence the cooling have to your part. We create the optimal cooling and start the next step of simulation to understand the thermal influences.
1. Hotrunner
One of the main influences to a good / bad part is the gating system. Commonly there are cold runner or hot runners be used. We focus in a high level of detail in a very early beginning of the project to balance the gating system to have a uniform filling in all cavities.
2. Filling
To get a first estimation what happens in the cavities we make a simple filling study. At this stage with no cooling implemented we get a larger understanding of the "problem" areas from your part.
3. Cooling Proposal
The possibility to create in our simulation software helps us to get a understanding which influence the cooling have to your part. We create the optimal cooling and start the next step of simulation to understand the thermal influences.
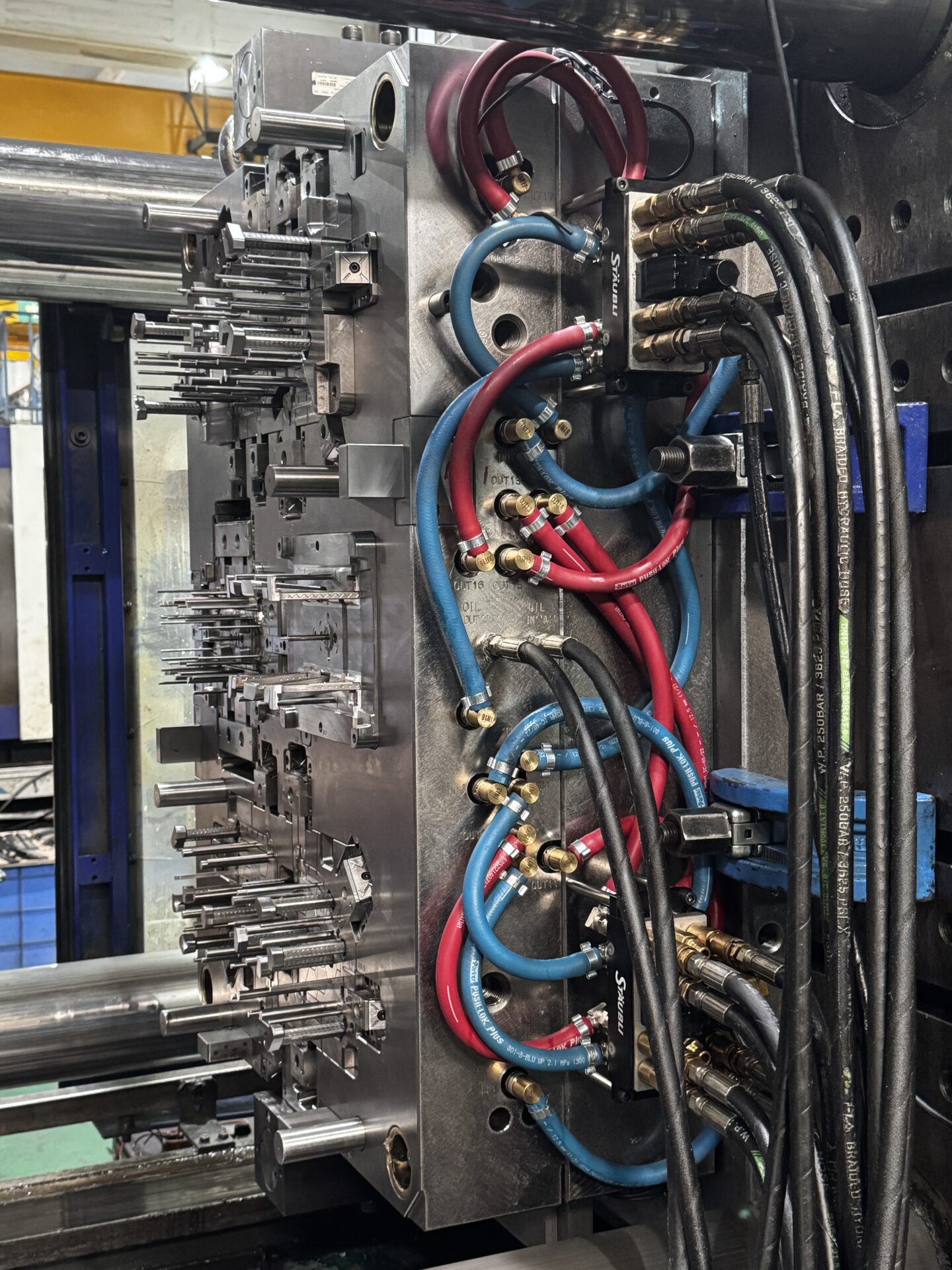
4. Real Cooling
We send our cooling proposal to the toolmaker, the toolmaker try to implement the optimal cooling in the tool. For sure this is in most of the cases not possible because of ejectors, inserts etc.
5. Mold Material
After we get the real cooling back out of the design we start to analyze this cooling. Flow length, and flow rate of each cooling channel will be checked. After an positive result we start the "real" simulation. Therefore we include the mold materials (Moldmax inserts, steel types with different thermal conductivity etc.) to get the real wall temperatures in each step of injection.
6. Reporting
A very clear report will be generated as PDF, pptx or a web based file. You will get an easy to understand result and a large understanding of your part.
4. Real Cooling
We send our cooling proposal to the toolmaker, the toolmaker try to implement the optimal cooling in the tool. For sure this is in most of the cases not possible because of ejectors, inserts etc.
5. Mold Material
After we get the real cooling back out of the design we start to analyze this cooling. Flow length, and flow rate of each cooling channel will be checked. After an positive result we start the "real" simulation. Therefore we include the mold materials (Moldmax inserts, steel types with different thermal conductivity etc.) to get the real wall temperatures in each step of injection.
6. Reporting
A very clear report will be generated as PDF, pptx or a web based file. You will get an easy to understand result and a large understanding of your part.